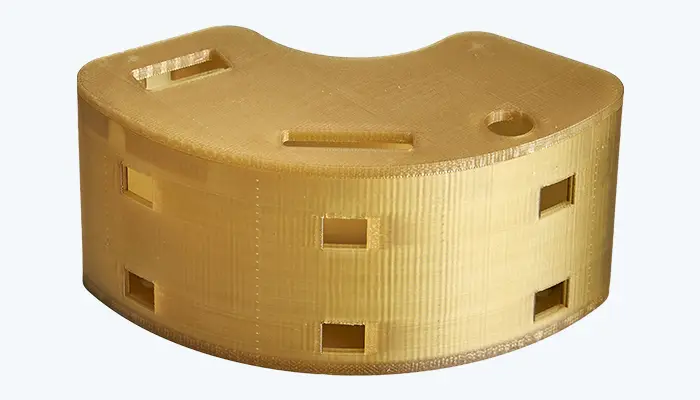
Die Casting
Die Casting is very similar to injection molding with the primary difference being that die casting produces alloy parts whereas injection molding produce plastic parts. The dies, more commonly referred to as die cast molds, are created using very robust tool steel machined into shape. Once the dies (molds) have been created, the alloy is then injected into the cavity chamber under pressure. Depending on the desired part material, the mold chamber / cavity will either be hot or cold. Parts manufactured from this process achieve the highest quality surface finish when compared to other metal casting processes. Die casting is also the most optimal casting process for mid to high volumes. Like injection molding, a variety of industry-known geometric design features to the end part and / or the dies should and often need to be taken into account. These include draft, fillets, parting lines, bosses, holes, ribs, ejector pin locations and runners.
REQUEST A QUOTE
Resources
-
Materials
Array -
- Anodizing
- Powder Coating
- CNC Machined
- Electroplating
- Painting
- Printing
- Laser Etching & Engraving
- EDM
- Drilling
- Tapping
- Heat Treating
- Annealing
- Quenching
- Aging
- Assembly
- Teflon Coating
- Impregnation
- Zinc Plating
- Chromate
- Brushed Satin Chrome
- Copper, Nickel and Tin Plating
- Alodine
- Cerakote
- E-Coating
Post Processes

- Anodizing
- Powder Coating
- CNC Machined
- Electroplating
- Painting
- Printing
- Laser Etching & Engraving
- EDM
- Drilling
- Tapping
- Heat Treating
- Annealing
- Quenching
- Aging
- Assembly
- Teflon Coating
- Impregnation
- Zinc Plating
- Chromate
- Brushed Satin Chrome
- Copper, Nickel and Tin Plating
- Alodine
- Cerakote
- E-Coating
Technical Info
As the part length increases, the tolerance will also increase
Draft needs to be taken into account when designing for die casting with the minimum draft angle 2°
Minimum wall thickness for parts is 0.039”, but walls as thin as 0.020” can be die cast for smaller-sized parts
For lettering always use raised versus recessed, and use Sans Serif fonts that re equal to or r than 20 points and at least 0.020” thick
Avoid excessive changes in the cross section by designing gradual changes; uniformity is paramount for metal flow in the mold
Use ribs and blend them with external radii and fillets in an effort to remove sharp corners
In place of sharp corners and edges, design with a minimum radius of 0.015” – 0.031”
Ensure the parting line is as straight as possible

Materials
- Aluminum
- Magnesium
- Zinc
- Copper










Get in Touch with Us
Reach Out for Inquiries, Assistance, and More
Please contact us if you have any questions, comments or require
Need a Quote?
Features of our quoting system
Upload Files Directly
Just simply create an account, and upload your 3D files.
24 Hour Access
It can be hard to get things done over the phone, just use our system any time of day.
Digital Quotes
Upload your files, and we will send you a personalized quote.
Experienced Manufacturers
You can trust the brand Additive Manufacturing LLC
Best Prices
We offer competitive pricing to any client, small or large.
Register for your quote